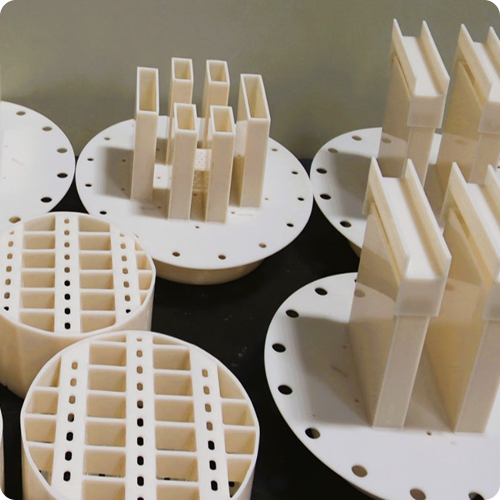
Liquid Distributor for Distillation Columns and Packed Towers
The liquid distributor is an essential component of chemical processing equipment, specifically intended for application in distillation columns, packed towers, and other mass transfer systems. Its primary task is to distribute the liquid uniformly over the packing media or trays within the column. This guarantees that liquid flows steadily throughout the entire system.
Having a uniform and consistent liquid distribution is highly significant since it enables the liquid and gas phases to achieve maximum contact with one another. Enhanced contact tremendously increases the efficiency of mass transfer operations like separation, absorption, and distillation. Improper distribution of liquid may result in channeling or uneven flow, reducing the process performance and potentially creating operating issues.
By ensuring even spreading of the liquid, the liquid distributor prevents these kinds of problems, resulting in more stable performance and improved general system efficiency. It serves an important function in assisting plants to operate smoothly and yield high-quality output.
In addition, properly designed liquid distributors can accommodate a broad spectrum of flow rates and process conditions, which makes them universally applicable to various industrial processes. Whether the application is to enhance product purity or enhance throughput, the appropriate liquid distributor enables one to attain the desired objectives with repeatable and reliable performance.
| FEATURES | APPLICATIONS |
|---|---|
| Weather Resistance | Industrial |
| Chemical Resistance | Agriculture |
| Heat Conductivity | Marine |
| Light Weight | Infrastructure |
| Impact Resistance
Uniform liquid distribution Resistance to plugging or fouling Low vapor phase pressure drop Proper operation through their turndown range Mixing capability for redistribution to the next bed Minimum liquid resistance time |
Sanitation |
Our other Turnkey project solution services